


Some manufacturing veterans view processes like machining, casting, and stamping as the only way to build a strong, reliable part.
That may have been true several decades ago, but 21st-century advances in powder metal technology are changing minds.
One of the biggest advances? Sintering.
Combining sintering with powder metallurgy (PM), you can improve a metal component’s cost-effectiveness, physical traits, and magnetic properties. By understanding the metal powder sintering process, you can unlock a new door to high-performance parts for a surprising range of industries.
What Is Sintered Metal?
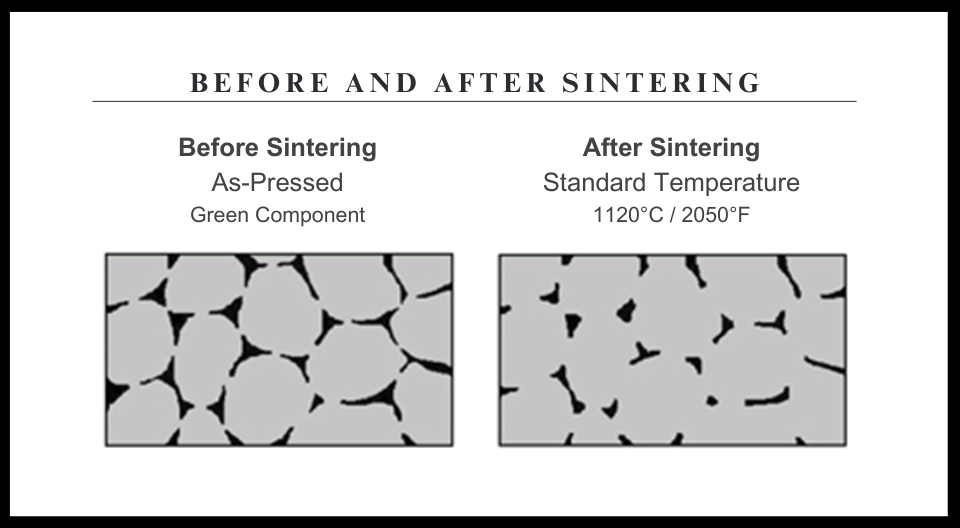
In powder metallurgy, the initial compaction process isn’t enough to form a sturdy part. This early form is similar to what you get by using a cookie cutter on a slab of raw dough – you still need to bake it before it’ll retain a shape.
Sintering “bakes” the loose component to bond its particles and retain the shape. This happens in a controlled atmosphere that removes oxygen to allow for clean bonds to occur.
The main benefits to the customer are:
Strength
Sintering provides the bond after the initial compact stage. The microstructural changes that occur during heating lock in the mechanical characteristics of the material, enhancing tensile and fatigue strength.
Hardness
Hardness is also a byproduct of the sintering process. Bonding and alloying, along with grain structure changes, contribute to the finished hardness for the component.
Shape-Making Capability
Any powder metallurgy project comes with a unique, built-in benefit: excellent net-shaping capability. Because you’re building from scratch (vs. removing material like with machining or stamping), you can form complex components without extra post-production steps.
Powder metallurgy’s high dimensional accuracy means your design will create minimal scrap waste (think 3% for PM vs. 50% for machining).
|
Sintering’s Role in the Powder Metal ProcessSintering is just one of the crucial steps in the powder metallurgy process. Understanding each step is key to optimizing PM, ensuring that the final components boast superior mechanical properties, precision, and reliability. Here’s a quick rundown of the process you see above:
|

The Sintering Process Explained
(Diagram courtesy Abbott Furnace)
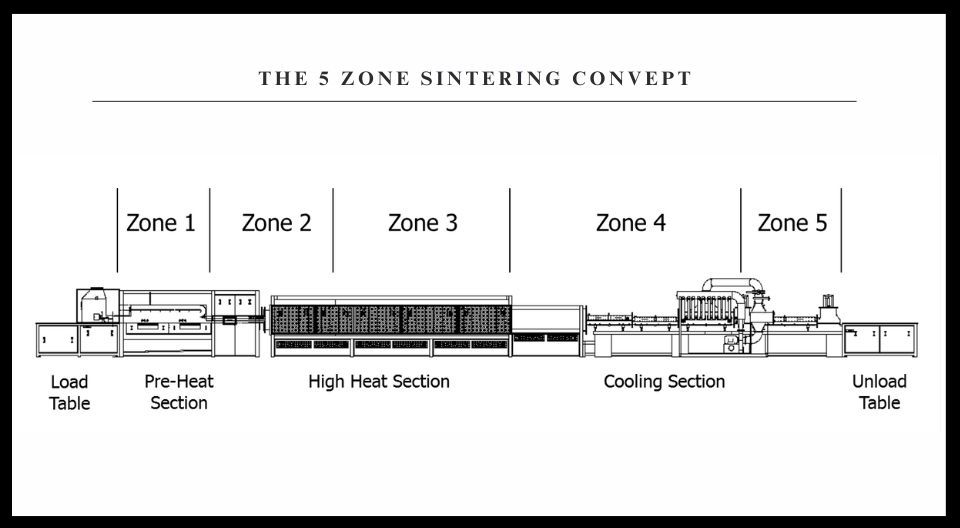
The sintering process turns a compacted green part into a finished component. The conventional method typically involves five key zones:
Zone 1: Delubing
The delubing phase ensures there’s no part contamination, removing lubricants used during the compaction stage. In Zone 1, the temperatures range from 400-1200°F.
Zone 2: Finish Delube Oxide Reduction
This phase makes sure the green compact is completely free of any remaining lubricants and oxides substances that could interfere with the sintering process
In this zone, the furnace heats the compact to a slightly higher temperature than in Zone 1. This burns off any remaining lubricant residues that survived Round 1. But that’s not all – this phase also focuses on reducing oxides. The atmosphere of the furnace reacts and reduces the oxides so they can’t impede diffusion, mechanical performance, or conductivity.
Zone 3: Sintering
This is the beating heart of the process. The green compact undergoes a dramatic transformation into a solid, high-performance component.
Why?
In Zone 3, the compact endures a temperature above 2000°F, remaining just below the melting point of the powder. At this stage, the particles begin to bond at the atomic level through a process called solid-state diffusion. As the temperature continues to rise, strong interparticle bonds continue to form.
Zone 4: Initial Cooling
This phase brings the temperature down to stabilize the newly formed microstructure. The sintered part cools in a controlled environment. By carefully managing the cooling rate, the operator ensures that the component retains its structural integrity and desired properties.
Zone 5: Final Cooling
The final phase takes the newly sintered component down to room temperature, completing its transformation to a finished part.
Factors That Impact Sintering Quality & Customization
There are three key sintering specs that influence results. A savvy powder metal manufacturer can fine-tune them for your part’s material designation.
Time
The duration of soaking can significantly affect strength and dimensional accuracy. The longer a component sits in peak sintering temperatures, the better its particles bond.
Temperature
A uniform temperature provides an environment for the material to alloy and develop into the proper microstructure. A consistent temperature during soaking allows the necessary transformations to take place in the material.
Atmosphere
Don’t underestimate the impact of other factors inside the sintering furnace.
The furnace’s atmosphere influences the quality and characteristics of the final product in several ways:
- Envelopes the part: Keeps outside influences away, providing safe conditions for bonding and alloying
- Removes mold lubricant and oxides: Most of the atmosphere is pushed out the front of the furnace, ensuring that any unwanted vapor of molding lubricant or oxides are swept away.
- Prevents oxidation: Naturally occurring oxides in the powder are reduced during the initial stages. As parts continue through the cooling phase, they are protected by an atmospheric layer, ensuring a clean part.
The manufacturer must create an environment that accounts for the order’s spec requirements, material chemistry, and sintering temperature.
Unique Types of Sintering
There are several variations of the PM sintering process that can add even more value in the right situation:
High-Temperature Sintering
Of course, all temperatures you’d use in sintering are “high,” but ratcheting up the heat a little more shows surprising potential for part properties.
One study showed that high-temp sintering resulted in a:
- 30% increase in tensile strength
- 15% increase in bend fatigue strength
- 50% increase in impact toughness
- Potentially lower raw material cost
High-temperature sintering has a general range of 2100-2300ºF (or even higher), though it depends on the material's melting point. Heating the furnace above the conventional range accelerates the diffusion of atoms and the ease with which they form structural bonds.
In addition, alloying elements homogenize more easily, allowing for more innovative material solutions. This can give you more options for not just mechanical performance, but also DC magnetic properties.
Sinter Hardening
Sinter hardening can help you cost-effectively achieve a finished part without the post-furnace treatments that warp intricate features and drive up price.
Sinter hardening uses a specially configured furnace to rapidly cool the contents inside. For certain material grades, this causes transformation into a martensitic microstructure. More importantly, it makes the parts become stronger and harder. A quick, post-furnace tempering treatment adds the final touches to these properties.
This method of sintering has developed into a leading way to hone strength and part-to-part tolerances in a variety of industrial components.
Sinter Bonding
Sinter bonding (aka diffusion bonding) involves the sintering of two or more components or materials together to form a single part. Remember, we’re talking about sintering, so this happens without melting the base materials. Instead, it’s diffusion that creates the connection.
The most common use for sinter bonding is to create composite materials or to bond two materials with poor weldability. The benefits of sinter bonding are that it frees you to:
- Build an assembly in fewer parts
- Streamline production costs
- Design complex shapes
Sinter Brazing
When a part’s properties make sinter bonding a risk, there’s a similar, yet still-effective approach the manufacturer can take.
Sinter brazing is like traditional brazing, except it happens during the sintering process. It’s also similar to sinter bonding, except that it introduces a third party – a filler, buffer material with a lower melting point than the base materials. During sintering, the filler metal is introduced between the parts being joined, and it melts and flows into the joint.
Benefits include the ability to:
- Isolate material properties to a specific location on the assembly
- Save money vs. welding
Sinter brazing can form a complex, multipart assembly in a single sintering cycle. It’s an alternative to not just welding, but conventional brazing too.
Leveraging the Sintering Process for Your Application
As the part manufacturing industry keeps pushing the boundaries of what’s possible, sintering is set to drive even more innovation. The reasons are crystal-clear:
- Stronger
- More versatile
- More cost-effective
This process is becoming more and more crucial in modern manufacturing, solidifying its place as a key process.
To learn more about powder metallurgy design best practices, visit our full resource library:

COMMENTS