
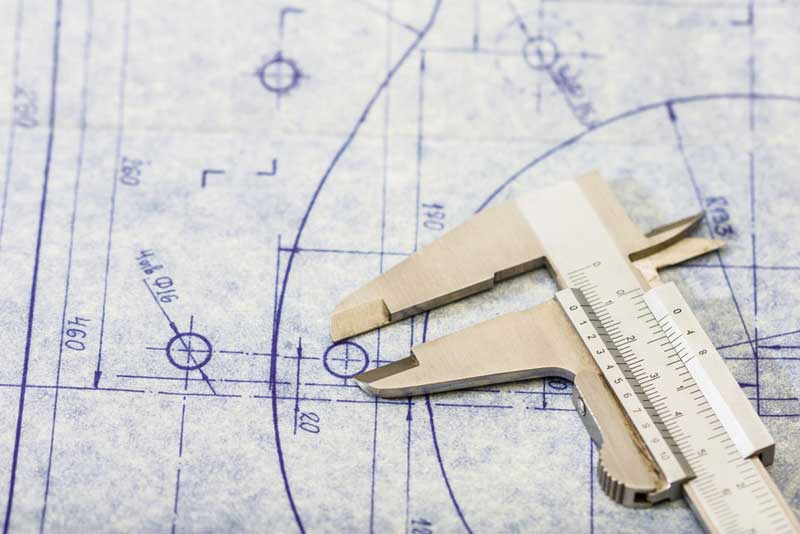
When designing an industrial metal component, performance, cost, and delivery are obviously importan...

.png?width=300&name=Webpage%20Headers%20(8).png)
![]()
Check back here often to discover the latest blogs and industry insights from Atlas Pressed Metals - leaders in powder metal manufacturing.
When designing an industrial metal component, performance, cost, and delivery are obviously importan...

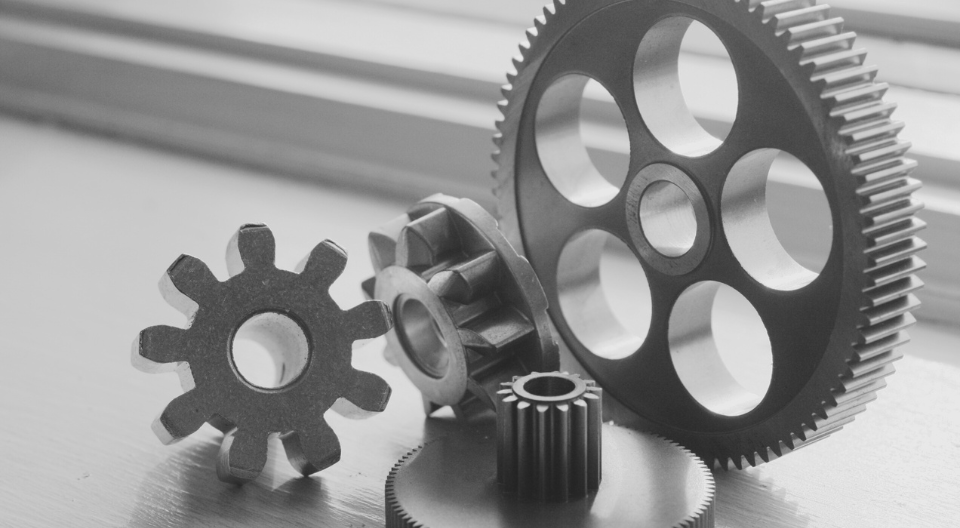
Powder metallurgy (PM) enables the production of complex, precision parts in far fewer steps and SKU...

Is your team spending too much time machining, assembling, or troubleshooting metal parts that just ...

Creating a perfectly shaped part is only half the story with metal powder manufacturing. The real tr...
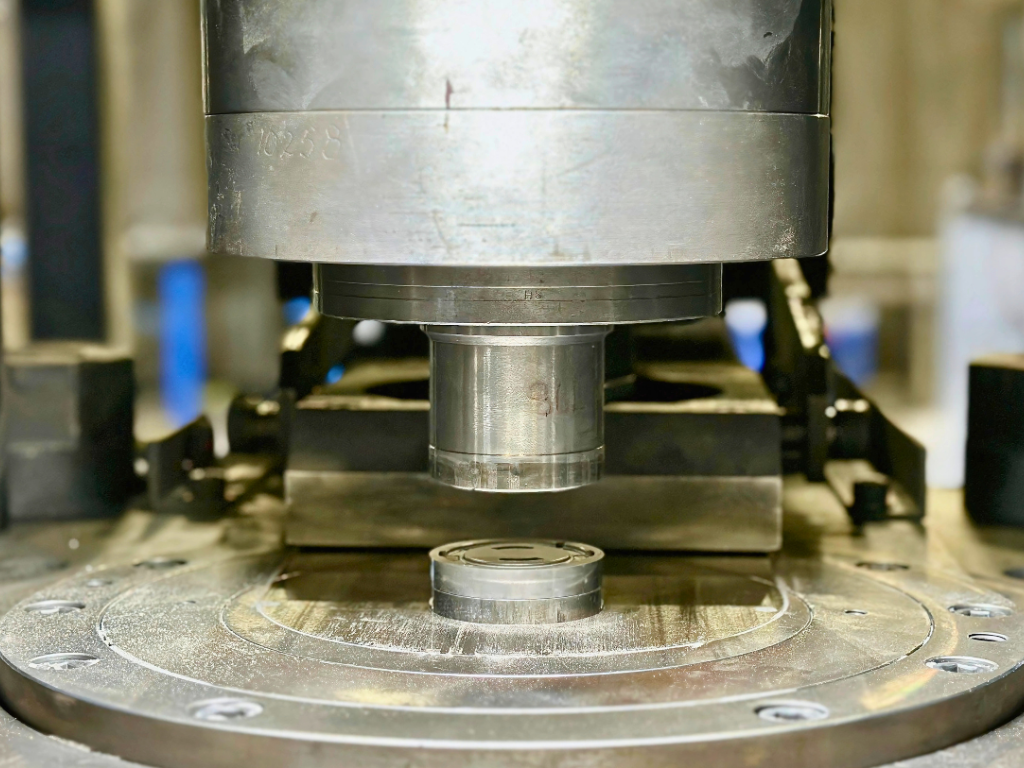
Powder metallurgy compaction is where precision meets performance. This critical process forms the f...

In the quest for design optimization in mechanical engineering, powdered metal technology is reshapi...
Competitive markets need every advantage they can get when it comes to product performance and cost ...

Some manufacturing veterans view processes like machining, casting, and stamping as the only way to ...
Even now, in this age of technological progress and efficiency, there are manufacturers whose method...

Hinges may seem like simple concepts. However, a little ingenuity can add stability, support, moveme...